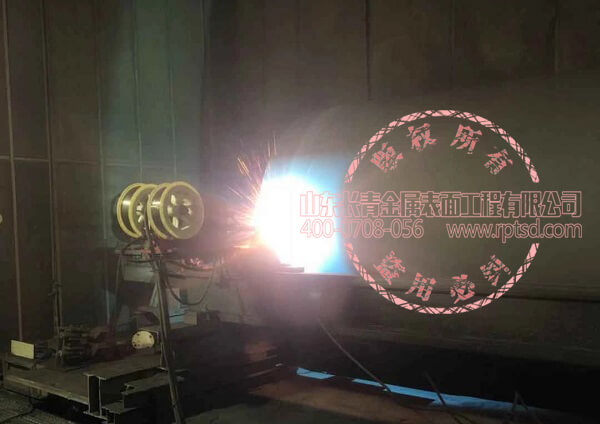
电弧喷涂是利用燃烧于两根连续送进的金属丝之间的电弧来熔化金属,用高速气流把熔化的金属雾化,并对雾化的金属粒子加速使它们喷向工件形成涂层的技术,是钢结构防腐蚀、耐磨损和机械零件维修等实际应用工程中最普遍使用的一种热喷涂方法,主要有以下技术特点:
1.生产效率高
电弧喷涂的生产效率与电弧电流成正比,当喷涂电流为300A时,喷涂不锈钢丝可达14kg/h,喷涂铝丝为8kg/h。这大约相当于火焰喷丝枪生产效率的4倍。
2.涂层结合强度高
电弧喷涂时,电弧温度高达5000K,使得熔融粒子温度高,变形量大,可获得较高的结合强度及涂层自身强度。
3.元素烧损较为严重
由于电弧喷涂温度高,由电能转化的热能除了熔化送进的丝材外,仍有大量过剩,过剩的热能导致丝材在喷涂过程中过热,发生氧化和蒸发,形成烟尘而损失掉。
4.能源利用率高
电弧喷涂时,电弧直接作用于金属丝的端部用来熔化金属,能源利用率可达90%,是各种喷涂方法中能源利用率最高的。
5.操作简单,维护方便
电弧喷涂设备相对较简单,喷涂过程中只需关注四个主要参数,即喷涂电压、喷涂电流、雾化空气压力和喷涂距离,其中前三个参数经预先设置后,喷涂过程中一般不会改变,电弧喷涂工艺对喷涂距离并不敏感,一般可在180-240mm之间变动。电弧设备易损件只有导丝嘴和送丝轮,其维护和更换方便。
本信息由信息部张忠霞搜集整理。
上一篇:热喷涂修复锅炉受热面磨损部位
下一篇:石油企业常规工件的热喷涂应用