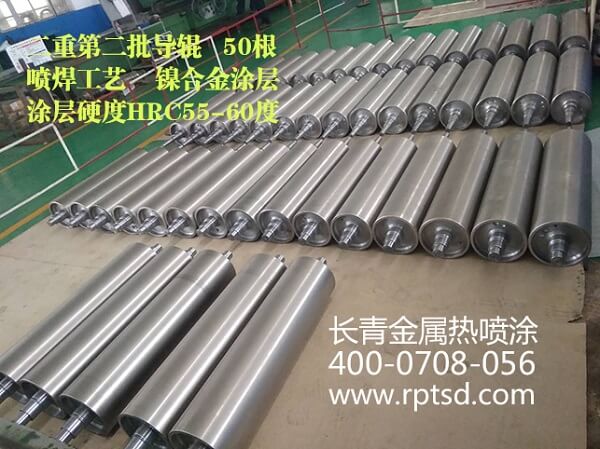
2019年4月26日,第二批喷焊完毕的导辊下线,等待包装起运。较上一批50根导辊工期缩短了3天,提前完成任务。从武汉赶来,到我厂进行装箱前验收的两位李经理,非常满意。
本着长期合作前提,双方去年底达成2019合作协议,济南天盟公司对二重的导辊实行三保服务,保证涂层质量,保证生产工期,保证高性价比。
喷焊是对经预热的自溶性合金粉末涂层再加热至1000~1300℃,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。最终沉积物是致密的金属结晶组织并与基体形成约0.05~0.1mm的冶金结合层,其结合强度约400MPa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面。
济南天盟新材料科技有限公司专注行业多年,热喷涂工艺齐全,个性化定制防腐涂层,耐磨涂层,防粘涂层、热障涂层、超导涂层等各类功能涂层。欢迎来电业务咨询400-0708-056
以上资料由信息部孙怀虎搜集整理!